
La page de Giulio papi
Finitions & décorations horlogères haut de gamme
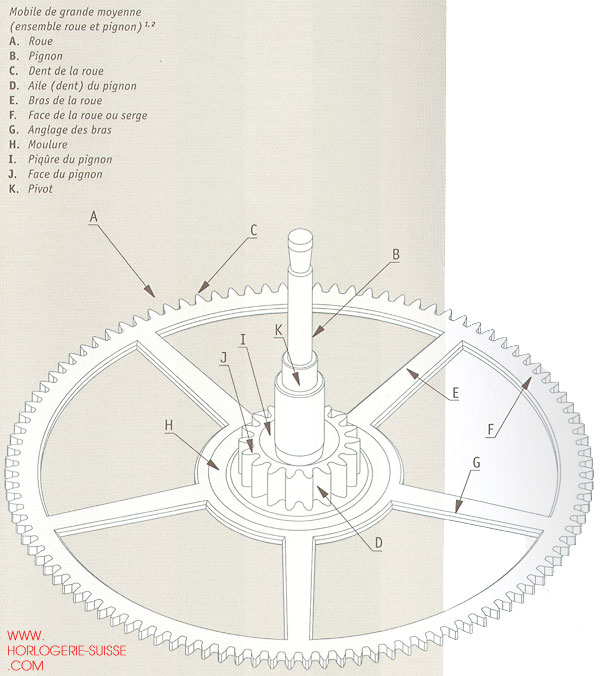
Les roues & pignons, Préambule
LA ROUE EST UN ORGANE CIRCULAIRE TOURNANT AUTOUR D'UN AXE, DONT LA FONCTION EST DE TRANSMETTRE LA FORCE.
LA ROUE EST RIVÉE SUR UN PIGNON, ORGANE DENTÉ EN ACIER QUI DIVISE, DÉPLACE, RENVOIE, REDIVISE, REDÉPLACE, ETC.
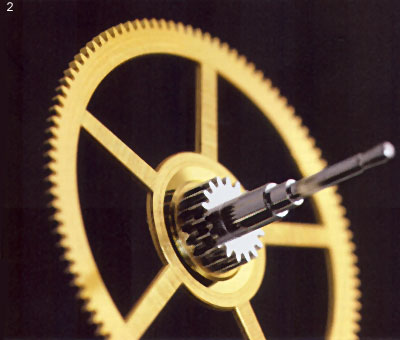
L'ENSEMBLE ROUE-PIGNON FORME UN MOBILE.
LES ROUES
Gamme opératoire :
-
Découpe des rondelles
-
Décorations et finitions
-
Mise en couleur
-
Taillage des dents
-
Assemblage avec le pignon
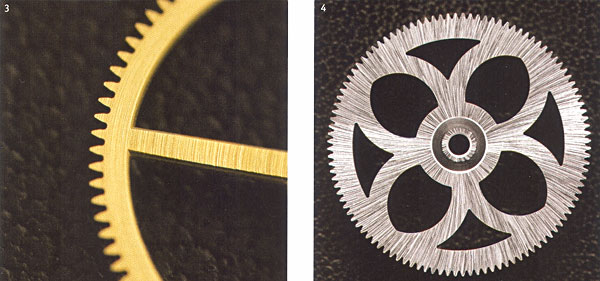
Les roues sont fréquemment évidées et présentent cinq brasE. Ainsi allégées, elles diminuent l'inertie et améliorent le rendement de la montre, notamment dans un mouvement de base.
Pour alléger une roue, on peut également découper des motifs dans la matière, pour une roue de pendule par exemple. Les roues d'un rouage de sonnerie, requérant plus d'inertie, ne sont pas évidées.
Actuellement, les roues sont, de manière quasi systématique, fabriquées par étampage ou usinage. Le taillage des dents se fait par génération. Ces techniques donnent des résultats qualitatifs satisfaisants qui ne nécessitent pas obligatoirement de finitions complémentaires: elles restent l'apanage du haut de gamme.
Le taillage des dents est la dernière opération effectuée afin d'éviter les dépôts sur le profil de la denture, suite à la mise en couleur.
Génération : Le taillage par génération est réalisé avec une fraise dont Le nombre de tours est lié par engrenages avec celui de l'arbre qui porte les roues à tailler.

FINITIONS
 Le bras.
Le bras.
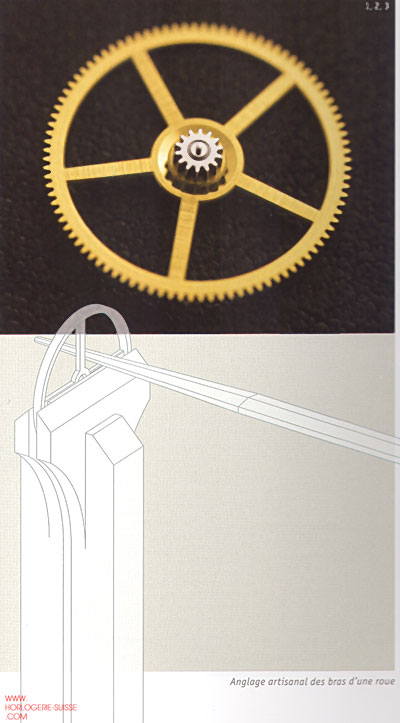
Dans le haut de gamme, pour des raisons esthétiques, on procède à l'anglage des bras de roues1,2
Le moyeu.
Une moulure polie2 est exécutée sur le moyeu de la roue. Cette opération purement esthétique permet de refléter les ailes des pignons de qualité.
Les faces.
Généralement simplement sablées*, les faces visibles des roues en laiton sont cerclées 1,2 dans le haut de gamme. Les faces des roues en acier sont quant à elles soleillées.
Galvanoplastie.
Une fine épaisseur de nickel, de rhodium ou d'or est déposée sur certaines roues. Le revêtement esthétique relève plutôt de la décoration, mais il assure également une protection contre l'oxydation. Ainsi, l'or préserve les pièces en laiton qui ont tendance à se ternir rapidement.
Sablage : Projection d'un jet de sable fin pour supprimer les bavures et uniformiser la surface d'une pièce.
LES PIGNONS B

Gamme opératoire :
-
Décolletage (à la machine industrielle ou au tour)
-
Taillage des dents (fraisage par génération ou dent par dent)
-
Traitement thermique
-
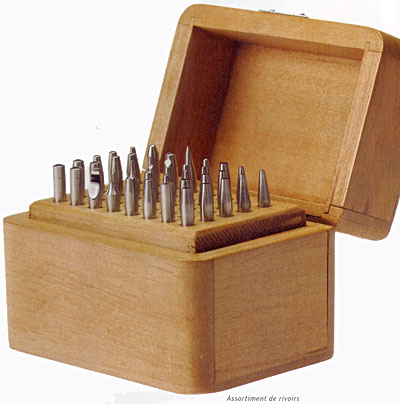
Roulage des pivots
-
Finitions
 • Polissage des ailes
• Polissage des ailes• Polissage des faces des ailes
• Polissage des tigerons
• Polissage des piqûres
Organes mobiles indispensables au bon fonctionnement de la montre, les pignons doivent être très proprement usinés.
Ils sont généralement en acier trempé et revenu bleu, le métal subissant des traitements thermiques qui augmentent sa résistance.
S'ensuivent le roulage des pivots, aussi fonctionnel qu'esthétique, et les finitions proprement dites: le polissage de toutes les parties des pignons.
FINITIONS
Les pivots
Le procédé de polissage des pivots est appelé brunissage ou roulage. Cette opération fonctionnelle (les pivots sont ramenés aux dimensions requises) peut se doubler d'une opération esthétique par la recherche d'un polissage parfait.
 Les ailes des pignons
Les ailes des pignons
Outre sa finalité esthétique, le polissage des ailes des pignons réduit considérablement les frottements et, de ce fait, améliore la transmission de force.
Les faces des ailes des pignons
Les faces des ailes des pignons sont polies noir pour des raisons purement esthétiques. Leur brillance se reflète sur la roue, produisant une luminosité qui embellit le mobile dans sa globalité.
Le tigeron
Les tigerons sont soigneusement polis, c'est un gage de qualité.
Les piqûres
La piqûre est un sillon circulaire au profil triangulaire effectué à l'intersection de la face du pignon et du tigeron.
Cette petite entaille est utile pour empêcher l'huile de déborder sur la face du pignon et sert également au rivetage de la roue.
Traditionnellement, les piqûres étaient exécutées au burin par des ouvriers spécialisés appelés piqueurs. Aujourd'hui ce travail est fait directement sur les machines à décolleter.
Une belle piqûre doit être très fine, profonde et soigneusement polie.
Finitions des roues & pignons
Les méthodes
LA TRANSMISSION DE LA FORCE PAR LE MOBILE ROUE-PIGNON DOIT SE FAIRE AVEC UN MINIMUM DE FROTTEMENT ET DE PERTE. DANS CETTE OPTIQUE, LES FINITIONS JOUENT UN RÔLE CONSIDÉRABLE.
 Finitions des roues
Finitions des roues
Anglage des bras1
L'anglage peut être effectué d'emblée, lors de la découpe par étampe. Bien que le résultat ainsi obtenu soit satisfaisant, dans le haut de gamme, il est repris à la lime et terminé par un polissage au brunissoir, selon la méthode traditionnelle.
Polissage de la moulure2
En bordure du moyeu, la mouture est réalisée et polie directement au diamant pour les roues en laiton. Sur les roues acier (rochet, roue de couronne, renvoi, etc.), la moulure est polie mécaniquement par brassage'. Dans le haut de gamme ce polissage est amélioré au moyen d'une cheville de bois et de diamantine.
Brassage
Les pièces sont polies automatiquement par frottement dans un petit tonneau contenant diverses matières abrasives.
Cerclage3
Les roues sont généralement cerclées sur leur face visible. Ce type de finition, consistant à adoucir la face de la roue avec un bâton de pierre d'ardoise ou un cabron, engendre des traits circulaires fins et apporte de la brillance.
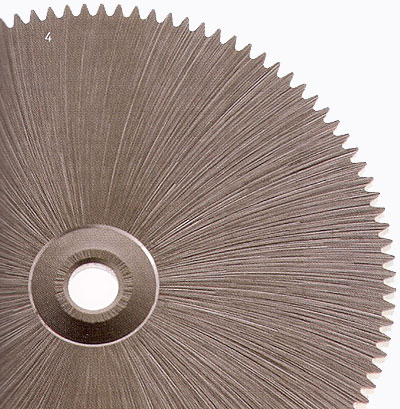
Soleillage4
Généralement destiné aux roues en acier, ce type de décoration, de par ses traits rayonnants, donne à la pièce l'aspect d'un soleil: une meule cloche tournant dans le sens inverse de la pièce est orientée de manière à former des lignes droites passant toutes par le même point de centre.
Mise en couleur ou galvanoplasties5
Sur les roues, les nickelages, rhodiages ou dorage complètent les finitions: ils sont obtenus grâce à la galvanoplastie.
Attention! La mise en couleur couvre la surface sans en modifier la texture et ne cache pas les éventuels défauts. Elle doit impérativement précédée d'un minutieux polissage.
Les roues sont généralement cerclées sur leur face visible. Ce type de finition, consistant à adoucir la face de la roue avec un bâton de pierre d'ardoise ou un cabron, engendre des traits circulaires fins et apporte de la brillance.
Finitions des pignons
Roulage des pivots
Cette opération de finition aussi fonctionnelle qu'esthétique permet d'atteindre les dimensions définitives tout en améliorant considérablement l'état des surfaces.
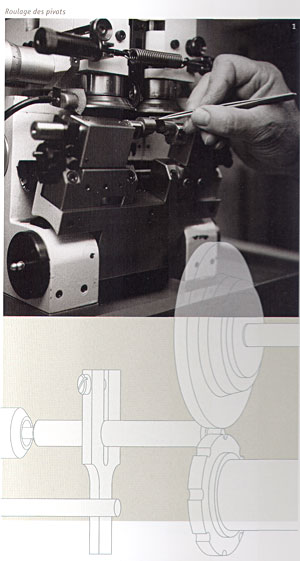 La méthode moderne (1)
La méthode moderne (1)
Utilisée pour les petites séries, elle s'effectue, pièce par pièce, sur une rouleuse équipée d'une meule en métal dur.
Le disque de brunissage est abaissé en rotation sur le pivot, jusqu'à obtenir le diamètre désiré.
Pour les grandes séries, les rouleuses sont approvisionnées par des chargeurs automatiques.
La méthode traditionnelle
Le roulage est effectué à l'archet avec un brunissoir. Le pivot repose sur une encoche de la broche du tour à pivoter. Le brunissoir entre en contact avec le pivot qui tourne jusqu'à l'obtention du diamètre et de l'état de surface désirés. Cette méthode très artisanale est uniquement utilisée pour la restauration de pièces anciennes.
Quelle que soit la méthode utilisée, il est impératif de veiller à ne pas trop réduire le diamètre du pignon. On enlève de 1 à 2 centièmes de matière. Un pivot bien poli ne présente aucune marque ni rayure en surface.
Polissage des ailes, tigerons et piqûres
La méthode moderne
C'est un polissage au tonneau (brassage). Les pièces à polir sont placées dans un petit tonneau contenant des porteurs (paillons) et diverses matières abrasives. Le tonneau, monté sur un axe, tourne et vibre. Toutes les surfaces sont ainsi polies simultanément, par frottement.

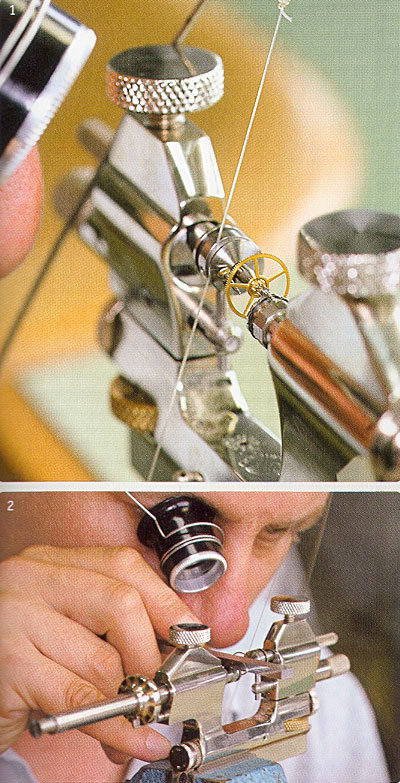
La méthode traditionnelle (1,2)
Ailes du pignon
Les ailes ou dentures du pignon sont polies à l'aide d'un disque de bois doux (généralement en poirier), chargé avec un mélange à polir très fin.
Le disque est ajusté sur une broche et entraîné par une poulie (archet).
Le pignon est maintenu entre pointes sous le disque.
Durant le polissage, il est déplacé dans un mouvement de va-et-vient sur son axe afin de couvrir la longueur totale des ailes.
Faces des ailes
Après un adoucissage soigné, les faces des ailes des pignons sont polies noir avec de la diamantine sur des tampons en bronze ou en zinc. L'utilisation d'un archet est recommandée.
Il est impératif que la face du pignon ne perde pas son contact plat avec le tampon pour obtenir un polissage parfait.
Tigeron
Le pignon est fixé sur un tour et l'artisan vient polir la surface du tigeron avec un abrasif fixé sur une cheville.
Piqûre
Particulièrement soigné dans le haut de gamme, le polissage des piqûres est obtenu à l'aide d'une cheville de bois, adaptée à la forme particulière du sillon et chargée de diamantine. Le polissage de la piqûre a également un rôle fonctionnel en empêchant, par capillarité, l'huile de s'échapper.
L'ÉTAMPAGE ET LE TAILLAGE PAR GÉNÉRATION SONT ACTUELLEMENT LES MÉTHODES QUASI SYSTÉMATIQUES D'USINAGE DES ROUES.
CES TECHNIQUES DONNENT DES RÉSULTATS QUALITATIFS TRÈS SATISFAISANTS QUI NE NÉCESSITENT PAS FORCÉMENT DE REPRISE AU NIVEAU DES FINITIONS. TOUTEFOIS, DANS LE HAUT DE GAMME, LA MAIN EXPERTE DE L'ARTISAN PEUT ENCORE ET TOUJOURS PEAUFINER LES FINITIONS.
Textes de Caroline Sermier sur l'initiative de Giulio Papi
Janvier 2008
© ![]()
toute reproduction strictement interdite
Tweet
On en parle sur le forum
Les autres articles de Giulio Papi